



发布日期:2015/4/29 17:21:07
1、 施工部位表面处理采用磨光机除锈,质量应达到《涂装前钢材表面锈蚀等级和除锈等级》(GB/T8923)规定的ST3级要求,表面应干燥,无松动的浮锈、无污防物。
2、 基材表面温度应高于露点温度3℃以上,环境湿度≤90%。
3、 DN100-DN350的管道宜使用100mm宽的粘弹体防腐胶带;≥DN350的粘弹体防腐胶带宜使用200mm宽或300mm宽的粘弹体防腐胶带。
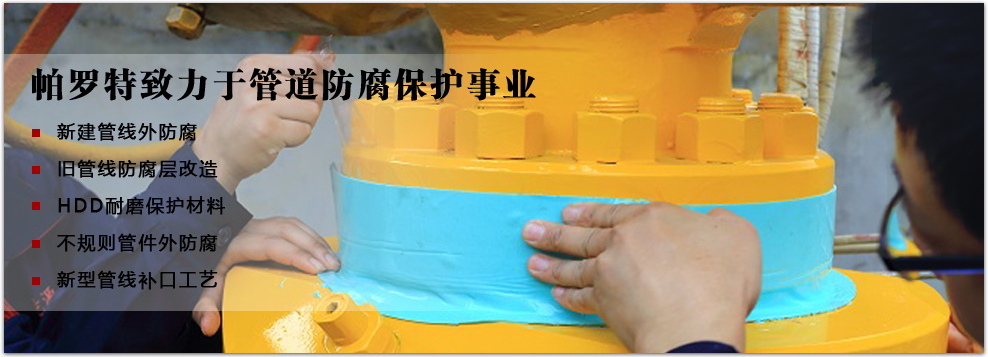
4、粘弹体防腐胶带原位缠绕一周,自10点钟或2点钟位置开始向下缠绕, 粘弹体防腐胶带与管体预制的3PE防腐层搭接长度50~100mm,缠绕粘弹体防腐胶带无须保持张力,只须边缠绕边擀压粘弹体防腐胶带,使胶带保持平整,与管体表面密封良好。端头搭接长度100mm。
5、 缠绕粘弹体防腐胶带,胶带之间搭接不小于10mm,边缠绕边擀压胶带搭接部位,使搭接部位平整、密封良好。
6、 粘弹体防腐胶带缠绕完毕,应目测检查防腐胶带缠绕质量,防腐胶带表面应平整、搭接均匀、无气泡、皱褶和破损;并采用电火花检漏仪进行检漏,检漏电压15KV-25KV,以无漏点为合格。
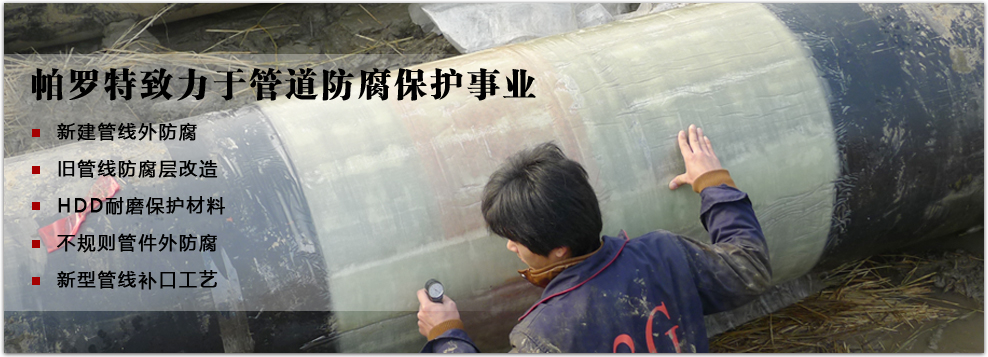
7、 粘弹体防腐胶带缠绕质量检查合格后缠绕外保护带,保持一定张力自一端开始缠绕,先原位缠绕一周,留出约3mm宽的粘弹体胶带不缠绕外带。
8、然后自一端开始螺旋缠绕外保护带,保持一定张力,胶带之间搭接50%-55%,直至另一端,在结束部位原位缠绕一周外保护带,留出3mm宽的粘弹体胶带不缠绕外带。
上一篇:没有了!
